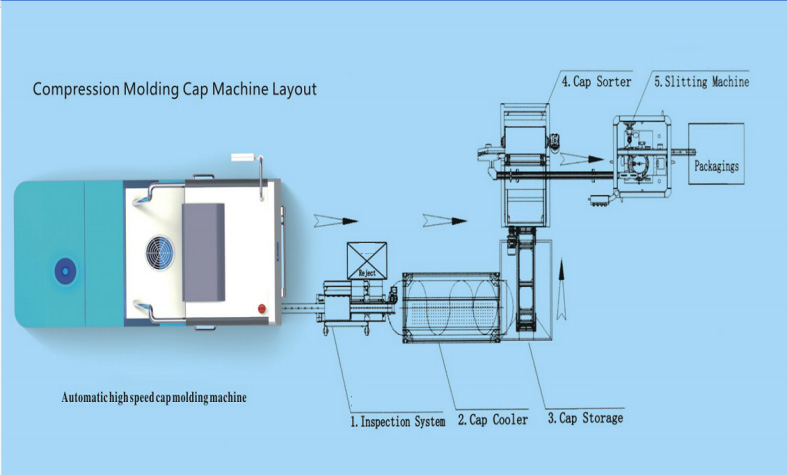
Her zaman yüksek kaliteli 18 Gözlü Kapak Sıkıştırma Makinesi sağladığımızı temin ederiz. Pazarı ele geçirmek ve kaliteli ürün ve hizmet ile pazara açılmak için doğru ve kaliteli ürünleri seçmenize ve karşılıklı fayda sağlamanıza yardımcı olur.
Daha yüksek üretkenlik için daha kısa çevrim süresi
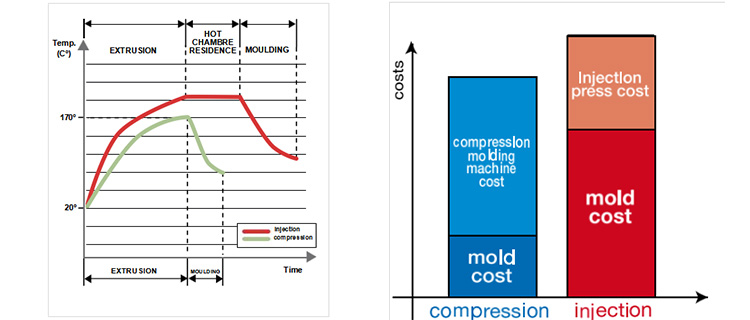
Daha az enerji tüketimi
Yüksek özgül yoğunluk
On yıllar boyunca bakım gerektirmeyen kalıplar
Hızlı renk değiştirme işlemi
Daha az atık, daha düşük maliyetler anlamına gelir
| modeli | DRCM-018 |
| Üretim kapasitesi | 17000-18000/saat (29/25MM kapak) |
| Kapak Çapı | 20-45mm |
| Kapak Yüksekliği | 10-30 mm |
| Kapak Malzemesi | PP/HDPE/AYPE |
| Kalıp Boşluğu No. | 18 |
| Güç | 380V/PH/50HZ |
| Kurulum Gücü | 30KW |
| Hava tüketimi | 0,3M3/Saat, 0,8Mpa |
| Makine Boyutu | 2660*1200*2000mm |
| Makina ağırlığı | 3.1T |

ENJEKSİYON MAKİNASI İLE KARŞILAŞTIRILMASI
| Öğe | Kapak sıkıştırma kalıplama makinesi |
Enjeksiyon kalıplama makine |
| boşluk sayısı | 24 | 2*24 |
| Çıktı | 16800-23400 | 2*6000 |
| Güç tüketimi | 26 | 2*36 (kalıplı) |
| Aylık güç tüketimi | 18720 | 51840 |
| Aylık güç tasarrufu | 33120kw | |
| Tasarruf | $6650 00/ay (eğer 0 $ 2/kw/h ise) | |
| katkı maddesi kullanma | Numara | Evet |
| Kalıp ayırmayı kullanma | Numara | Evet |
| tuhaf koku | Numara | Evet |
| Ürün görünümü | Enjeksiyon noktası yok | Enjeksiyon noktası ile |
| Boşa harcamak | Numara | Evet |
| insan gücü kaynağı | 1 | 2 veya daha fazla |
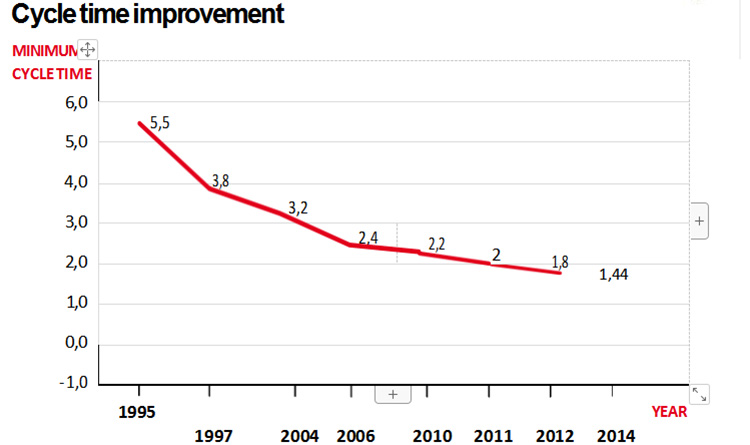
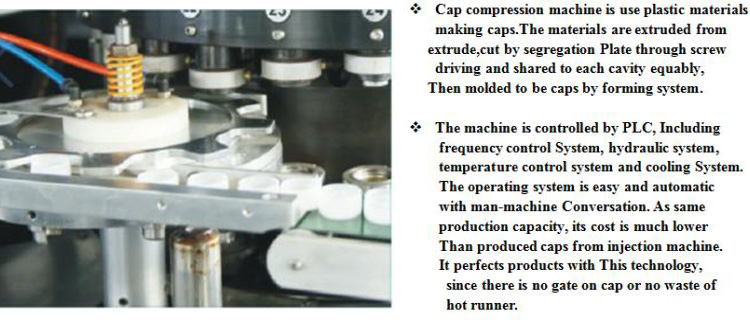
TR KISA ÇEVRİM süresi ve dolayısıyla daha yüksek üretkenlik. Daha düşük ekstrüzyon sıcaklığı, kapağın kalıpta daha hızlı soğumasını sağlar: bu, hafif kapaklar durumunda yaklaşık 2 saniyeye kadar kesilmiş olan döngü sürelerini kısaltır.
DAHA AZ ENERJİ TÜKETİMİ. Daha düşük ekstrüzyon sıcaklıkları, plastiği ekstrüzyon sıcaklığına getirmek için daha az enerjiye ihtiyaç duyulduğu anlamına gelir ve plastik daha soğuk olduğundan, onu soğutmak için daha az enerjiye ihtiyaç duyulur. Üretilen kap başına toplam enerji tasarrufu %45 kadar yüksek olabilir.
YÜKSEK ÖZEL YOĞUNLUK. Kalıplama basıncı eşit olduğundan, daha düşük sıcaklıklar daha yüksek bir özgül yoğunluğun elde edilmesini sağlar; ayrıca, erimiş plastiğe ilave baskı uygulayan enjeksiyon noktası yoktur. Bu teknolojik koşul, mekanik özellikler ve enjeksiyonla elde edilemeyecek bir kıvam sağlar.
TUTARLILIK, üretim hatlarının her zamankinden daha hızlı ve daha karmaşık olduğu ve kapakla ilgili tesis kesintilerinin artık tolere edilemediği içecek şişelemede önemli bir sorun haline geldi.
BAKIMSIZ KALIPLAR, onlarca yıl dayanır. Sıkıştırma kalıbının dikey ve eksenel hareketi, kendi ağırlığı ile yüklenen enjeksiyon kalıbından farklı olarak, kalıpların her türlü aşınmaya karşı korunmasını sağlar. Sıkıştırma kalıplama, tüm çalışma ömürleri boyunca kalıplarda aşınma olmaması anlamına gelir.
HIZLI RENK DEĞİŞİMLERİ Bunlar, sıkıştırma işleminde bulunmayan sıcak bir odayı temizlemeye gerek kalmadan hızlı bir şekilde tamamlanabilir. DAHA AZ ATIK maliyetleri düşürür.
| Kalıp Malzemesi | boşluk | DC53, Japonya |
| boşluk tabanı | Berilyum Bakır, ABD | |
| Boşluk Kaidesi | S136 .İsveç | |
| Boşluk Kaidesinin Vidası | DC53, Japonya | |
| Çekirdek | Berilyum Bakır, ABD | |
| Konu Parçası | DC53, Japonya | |
| Orta Kol | DC53, Japonya | |
| Kalıptan Çıkarma Kovanı | S136 .İsveç | |
| Kalıp Sertliği | Vakumla ateşleme, -180°C kriyojenik işlem, nitrürleme, ardından DLC (Elmas-Benzeri Karbon) sonrasında kalıp sertliği 70 derece civarındadır. | |
Standart ambalajı dışa aktar
Teknisyenimiz, makineyi kurmak ve çalıştırmak için alıcının fabrikası olabilir. Ancak alıcı, teknisyenin seyahatinin tüm masraflarını karşılamalıdır (uçak bileti, konaklama maliyeti ve maaş dahil)
TESLİM TARİHİ: DEPOZİTİ ALDIKTAN SONRA 55-60 GÜN.
TESLİMAT LİMANI: NINGBO,ÇİN